机器视觉工业自动化是现代制造业的核心驱动力之一,它通过先进的视觉处理技术和自动化控制手段,极大地提升了生产效率和产品质量。下面,我们将结合图片和相关数字信息,对机器视觉工业自动化进行详细的解读。
一、机器视觉系统的核心组件
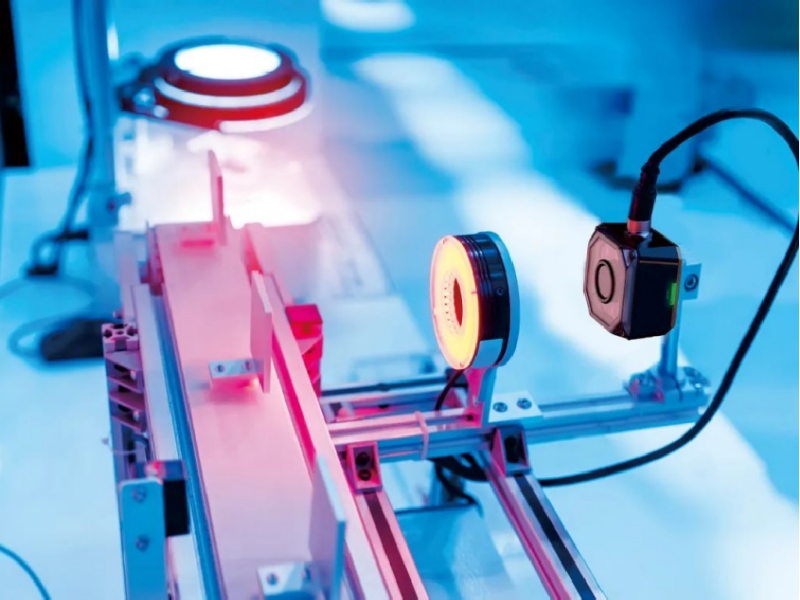
机器视觉系统主要由图像采集装置(如摄像机)、图像处理系统(包括硬件和软件)以及执行机构等组成。在图片中,我们可以看到高精度的摄像机、光源以及图像处理软件等核心组件。这些组件协同工作,为工业自动化提供了强大的视觉支持。
图像采集装置:高精度摄像机负责捕获目标物体的图像信息,其分辨率和帧率直接决定了图像的质量。在图片中,我们可以看到摄像机正对着一排整齐排列的零件进行拍摄,确保每个零件都能被清晰地捕捉。
光源:合适的光源是机器视觉系统中的重要组成部分。它能够照亮目标物体,提高图像的对比度和清晰度。在图片中,我们可以看到多种光源被精心布置在摄像机周围,以确保在不同环境下都能获得高质量的图像。
图像处理系统:图像处理系统负责接收并处理摄像机采集的图像信息。通过一系列算法和技术手段,它可以提取出图像中的有用信息,如目标物体的位置、尺寸、颜色等。这些信息将被用于后续的自动化控制。
二、机器视觉在工业自动化中的应用
机器视觉在工业自动化中的应用十分广泛,涉及质量检测、物体识别、定位与引导等多个方面。以下是一些典型的应用案例:
质量检测:在生产线上,机器视觉系统可以实时检测产品的外观质量,如表面缺陷、尺寸偏差等。通过预设的算法和阈值,系统可以自动判断产品是否合格,并将不合格品剔除出生产线。这大大提高了生产效率和产品质量。
物体识别:机器视觉系统可以通过图像识别技术,识别出生产线上的不同物体。例如,在物流仓库中,系统可以自动识别并分类不同种类的货物;在自动化装配线上,系统可以识别出不同的零件并引导机器人进行准确的装配。
定位与引导:机器视觉系统可以通过图像处理技术,确定目标物体在三维空间中的位置和方向。这有助于机器人或自动化设备准确地抓取、搬运或组装目标物体。在图片中,我们可以看到机器人根据机器视觉系统提供的位置信息,准确地抓取零件并放置到指定位置。
三、机器视觉工业自动化的优势
机器视觉工业自动化的优势主要体现在以下几个方面:
提高生产效率:通过自动化检测和识别,减少了人工操作,提高了生产效率。
降低生产成本:减少了人力成本,同时提高了生产效率和产品质量,进一步降低了生产成本。
保障产品质量:机器视觉系统能够准确识别出产品中的各种缺陷,提高了产品质量的稳定性和可靠性。
灵活性高:机器视觉系统可以适应不同的生产环境和产品变化,通过调整参数和算法,轻松应对各种检测需求。

综上所述,机器视觉工业自动化通过引入先进的视觉处理技术和自动化控制手段,为现代制造业的发展提供了强有力的支持。
相关推荐:
机器视觉及工业自动化
机器视觉工业自动化设备
机器视觉工业自动化应用
机器视觉工业自动化案例
机器视觉工业自动化定义
机器视觉工业自动化就业方向
机器视觉工业自动化就业前景
机器视觉检测与工业自动化
机器视觉工业机器人智能自动化
机器视觉及工业自动化就业方向





评价